
விளக்கம்
Product Overview for model NPACK-50G small bottles filling capping labeling line
Suitable for the applications of 5-100ml liquid filling and sealing in pharmaceutical industry, the YX-50G Small Dose Liquid Filling Machine is with reasonable structure, high precision indexing table for filling, capping, cap pressing,precision peristaltic pump filling; The machine is controlled by the PLC with the advantage of easy operation and maintenance. There is the system for functioning as no filling without bottles feeding, no plugging without bottles sensoring, no capping without pluggers. The filling line, made of the stainless steel as its platform for working ,is in line with GMP standard. The machine controlled by pneumatic and electric dual system in the machine adopts the mechanical transmission, which can transmit the power in stable and lower power-consumption plus the accurate positioning features .The filling line is especially used in the mass production .
Application of machine filling line :

II. Main Technical Parameter of filling capping labeling line :
Model NPACK-50G
Filling Volume 1-150ml
Output 30-50 Bottles/min
C 1% க்கும் குறைவான துல்லியத்தை நிரப்புதல்
Power Supply 220V/50Hz (customized according to customer's requirements)
கேப்பிங் வீதம் 99% க்கும் அதிகமாக
Stoppering rate more than 99% Labeling rate more than 99%
காற்று வழங்கல் 1.3 மீ 3 / மணி 0.4-0.8 எம்பி
சக்தி 2.0 கிலோவாட்
எடை 650 கிலோ
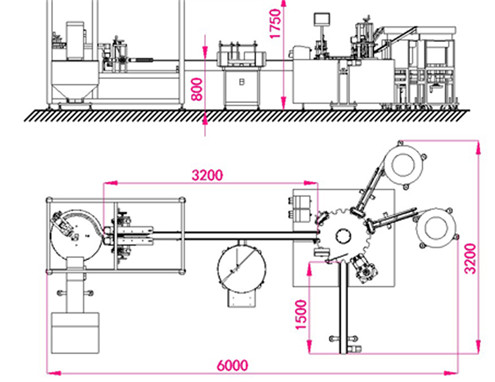
Dimension 6000*3200*1750mm
Basic configuration of Filling line
| எண் | பொருள் | பிராண்ட் |
| 1 | பிஎல்சி | MITSUBISHI(Japan) |
| 2 | சிலிண்டர் | AirTAC (Taiwan) |
| 3 | Peristaltic pump | சீனா |
| 4 | Conveyor belt slat | சீனா |
| 5 | Reducer box | Zhongda(Taiwan) |
| 6 | தொடு திரை | WEINVIEW(Taiwan) |
| 7 | Electromagnetic | SHAKO (Taiwan) |
| 8 | photoelectric | Autonics (Korea) |
| 9 | திடீர் நிறுத்த | Schneider(French) |
| 10 | Contact Materials | 316LStainless |
| 11 | ரிலே | OMRON(Japan) |
| 12 | AC contactor | Schneider(French) |
| 13 | ஸ்விட்ச் | Schneider(French) |
| 14 | இன்வெர்ட்டர் | DELTA(Taiwan) |
| 15 | மோட்டார் | Shanghai Maily |
Spare parts for filling monoblock
| எண் | பொருள் | அளவு |
| 1 | Brush | 1pc |
| 2 | Silastical bar for feeding | 2pcs |
| 3 | Silastical bar for output | 2sets |
| 4 | வரிச்சுருள் வால்வு | 1pc |
| 5 | Throttle | 2pcs |
| 6 | Glass Valve | 2pcs |
| 7 | Motor Belt | 1pc |
| 8 | Synchronizer belt | 1pc |
| 9 | 82.6mm belt slat | 5sets |
| 10 | Open-ended spanner | 1set |
| 11 | Hex Wrench | 1set |
| 12 | Slotted screwdriver | 1set |
| 13 | Plus screwdriver | 1set |
| 14 | Spanner | 1set |
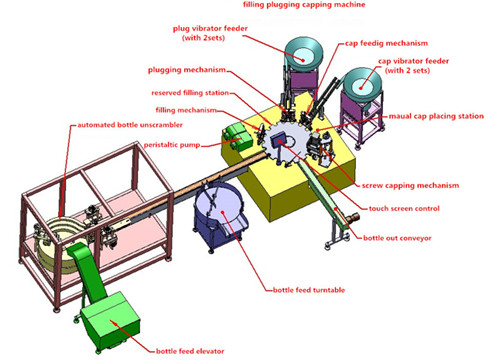
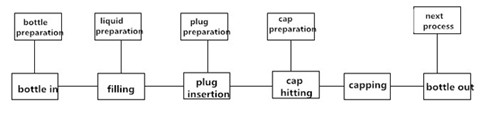
III.Main parts &working principle




Bottles caps &inner plugger vibrator
1. The machine is constituted of such parts as conveyor belt, sketch of machine, vibrator for bottles & caps, peristaltic pump etc.
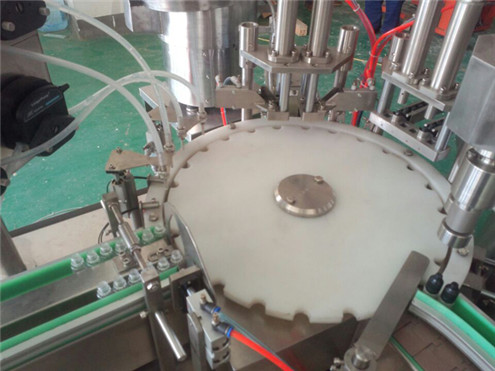
2. Prepare sufficient bottles, plugs, caps and liquid. The plugs and caps shall fill fully the vibrating tracks and at the plugging and capping work stations. The bottles are to be delivered by conveyor belt to the indexing star wheel, then the bottles will be delivered intermittently by the indexing star wheel to the filling, plugging and capping positions.
3. The liquid is to be sucked in by the peristaltic pump and then delivered by the silicone tubes. Finally the liquid will be filled into the bottles by the needle tubing which are moving automatically up and down. For each moving up and down the needle tubes, two cycles of filling is done. The filling is completed by the cyclic insertion of filling nozzles into the bottles. With no-bottle detecting photoelectric eye ,if there is no bottles on the work station, the peristaltic pump stops work as no bottles can be detected.
4. The plug vibrating bowl delivers the plugs to the plug inserting station, meanwhile the filled bottles are transferred intermittently by the indexing star wheel to the position under the plugging station.

5. Then the cylinder drives the plug inserter to dive downward and push the plugs into the bottles. The plug inserted bottles will be transferred by the indexing star wheel to the cap falling and capping stations
6. The capping head spins and moves up and down as a whole. When the bottles stop under it, the downward capping head clutches the caps and finishes capping. With plug detecting photo-electric eye, once there is no bottles on station or there is bottle but no cap, then the cap pressing mechanism will stop motioning as no inner plugs can be detected. By doing this, the finished product can be avoid being without inner plugs. The capping is mainly achieved by the up and down spinning motions,
The capped bottles are delivered to the end of machine and the next cycle is ready.
Maintenance
1 the இயந்திரத்தை நீட்டிக்கவும் இயந்திரத்தின் செயல்பாட்டை மேம்படுத்தவும் இயந்திரத்தை சரிபார்த்து பராமரிக்க வேண்டியது அவசியம்;
Ihe working machine should be maintained every three month; The bearing and gear transmission part must be lubricated with the grease; The lubrication must be done periodically; The slide way oil (N68) should be added into the part like reciprocating mechanism motion or lifting two times every day; The automobile oil(N68) should be added into the rotary or swinging parts; Every half month add the grease into the cam slot; Every month one time for oil nozzle by adding the grease;
கூறுகள் அல்லது அச்சு போன்ற பகுதிகளில் பிணைப்பு ஒன்றிணைந்திருக்கும் மேற்பரப்பை அடிக்க அல்லது துடைக்க உலோக கருவிகளை ஒருபோதும் பயன்படுத்த வேண்டாம்.
3. இயந்திரம் நீண்ட நேரம் இயங்குவதை நிறுத்திவிட்டால், பரிமாற்றம் அல்லது தாங்கி பகுதி போன்ற பகுதிகளில் உயவுக்கான கிரீஸ் சேர்க்கவும்; இயந்திரத்தை நீர்-தடுப்பு பாதுகாப்புடன் சிகிச்சையளிக்கவும்
4.Never put any objects on the machine lest it damage the machine.
5. கூறுகளுக்குள் இருக்கும் தூசியை அவ்வப்போது சுத்தம் செய்து அனைத்து திருகுகளையும் சரிபார்த்து, எந்த திருகு தளர்த்தப்பட்டாலும் சரி செய்யுங்கள்.
6. ஒரு குறிப்பிட்ட நேரத்தில் வயரிங் செய்ய டெர்மினல்களில் உள்ள திருகுகளை சரிபார்த்து, திருகு சரி செய்யப்பட்டுள்ளதா என்பதை உறுதிப்படுத்திக் கொள்ளுங்கள்;
7. மின்சார பெட்டிகளிலிருந்து நீட்டப்பட்ட வயரிங் பாதையில் ஏதேனும் தளர்வான நிலையம் இருக்கிறதா என்று சோதிக்கவும்; பகுதி மிகவும் தளர்வானதாக இருந்தால், மின் கசிவை ஏற்படுத்தக்கூடிய காப்பு அடுக்கில் சிராய்ப்பு அல்லது சேதத்தைத் தவிர்ப்பதற்காக திருகு மீண்டும் சரிசெய்யவும்;
8. எளிதில் அணியும் பட்டைகளை சரிபார்த்து, சேதமடைந்த ஒன்றை சரியான நேரத்தில் மாற்றவும்;
Packaging & Transportation
இயந்திரத்தை ஒருபோதும் கிடைமட்டமாக அல்லது நிமிர்ந்து கீழே வைக்க வேண்டாம்; இயந்திரத்தின் பாதத்தை பிரித்து, முழு இயந்திரத்தையும் க்ரேட்டின் அடிப்பகுதியில் சரிசெய்யவும். இயந்திரம் கிரேட் அல்லது ஷேக் ஸ்டேஷனில் இருந்து எந்தவிதமான தளர்வுகளும் இல்லாமல் கப்பலில் இன்னும் இருக்காமல் இருக்க வேண்டும்;
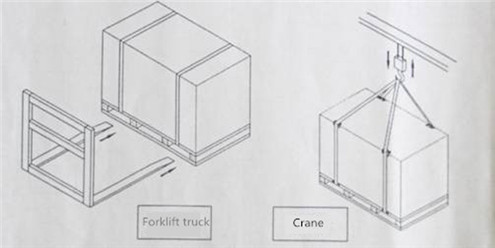
இயந்திரத்தின் பொதி நடுநிலையாக இருக்க வேண்டும்; இயந்திரத்தை நகர்த்தும்போது, ஃபோர்க்லிஃப்ட் டிரக் அல்லது கிரேன் பயன்படுத்தவும், இயந்திரத்தை கீழே இருந்து நிலையான இயக்கத்தில் நகர்த்தவும்; படத்தில் உள்ள விளக்கத்தை கீழே காண்க; இயந்திரத்தை ஏற்றி, ஆடும்போது கிரேன் இயந்திரத்தைத் தொடர்பு கொள்ள அனுமதிக்கக்கூடாது. இயந்திரத்தை 4pcs M16X200 போல்ட் மூலம் சரிசெய்யவும், பின்னர் கிரேன்களையும் போல்ட்களையும் இணைக்கவும், இயந்திரங்களை ஏற்றவும் ஆடவும். இதற்கிடையில் இயந்திரத்தின் கீழ் பாதுகாப்பு பொருட்களை மெத்தை செய்ய. தேவைப்பட்டால் நிலையான ஏற்றத்திற்கு ஸ்ட்ரட்டைப் பயன்படுத்தவும் (அத்திப்பழத்தில் கீழே விளக்கப்பட்டுள்ளது)
க்ரேட்டை அவிழ்ப்பதற்கு முன், க்ரேட்டில் ஏதேனும் சேதம் ஏற்பட்டால் சரிபார்க்கவும்; கூட்டில் ஏதேனும் சேதம் ஏற்பட்டால், கூட்டைத் திறந்து உடனடியாக கப்பல் நிறுவனத்தைத் தொடர்பு கொள்ள வேண்டாம்; கப்பல் தொழிலாளர்களிடமிருந்து பரிசோதனையின் கீழ் கூட்டைத் திறந்து செயல்முறைகளைப் பதிவுசெய்க;
பாதுகாப்பைப் பொருத்தவரை, ஃபோர்க்லிஃப்ட் டிரக்கிற்கான தரையில் இருந்து தூரத்தை 1 மீட்டருக்குக் கீழே வைக்க வேண்டும்; இயந்திரத்தை நகர்த்தும் கிரேன் பயன்படுத்தினால், தூரத்தை 2 மீட்டர் முதல் 2.5 மீட்டர் வரை வைத்திருக்க வேண்டும்
தொடர்புடைய தயாரிப்புகள்
 எண்ணெய் பாட்டில் நிரப்புதல் கேப்பிங் லேபிளிங் இயந்திரங்கள்
எண்ணெய் பாட்டில் நிரப்புதல் கேப்பிங் லேபிளிங் இயந்திரங்கள்- வெடிக்கும்-நிரூபிக்கும் மோட்டார் கொண்ட வாசனை திரவிய ஆவியாகும் திரவத்திற்கான வெற்றிட நிரப்புதல் இயந்திரம் 10 தலைகள் அதிவேக திருகு மூடுதல் வரி
- தானியங்கி ஆலிவ் எண்ணெய் நிரப்புதல் ROPP கேப்பிங் லேபிளிங் இயந்திரம் எண்ணெய் உற்பத்தி வரி
- ஷாம்புக்கு தானியங்கி பாட்டில் நிரப்புதல் கேப்பிங் இயந்திரம்
- தானியங்கி சிறிய ஒப்பனை பாட்டில்கள் நிரப்புதல் பிளக்கிங் கேப்பிங் லேபிளிங் லைன் நெயில் பாலிஷ் ஃபில்லர் தோள்பட்டை கேப்பர் உபகரணங்கள்
- பெரிஸ்டால்டிக் பம்ப் திரவ வீச்சு நிரப்புதல் கேப்பிங் லேபிளிங் வரி
- பார்மா மருத்துவ பாட்டில்கள் unscrambler தூள் நிரப்புதல் கேப்பிங் இயந்திரம் ரோட்டரி மாதிரி தானியங்கி பால் பார்மா தூள் நிரப்பு கேப்பர் உபகரணங்கள்
- ரெட் ஒயின் நிரப்புதல் வரி முழுமையாக தானியங்கி கண்ணாடி பாட்டில்கள் லீனியர் ஃபில்லர் பிளக்கிங் ஸ்க்ரூ கேப்ஸ் கேப்பிங் சுருக்கி காப்ஸ்யூலேட்டிங் லேபிளிங் தேதி அச்சிடும் வரி







